Das Prinzip:
Beim photochemischen Ätzen wird auf ein Messingblech (oder auch anderes Material) ein Photolack aufgebracht, der Film aufgelegt und das Blech dann belichtet. Bei der Entwicklung werden alle belichteten Bereiche des Lacks entfernt. Die Säure des Ätzbades trägt nun die freien Stellen am Blech ab.
Es gibt verschiedene Arten in der Durchführung:
Einseitiges Ätzen:
Das zu bearbeitende Blech wird auf der Rückseite durch einen geeigneten Auftrag vor der Ätzflüssigkeit geschützt. Die freien Stellen der Vorderseite werden im Ätzbad angeätzt. Der Abtrag des Materials wird nur von einer Seite vorgenommen.
Durchätzen:
Das zu bearbeitende Blech wird mit zwei Filmen für Vorder- und Rückseite, die absolut deckungsgleich sein müssen, belichtet. Nach der Entwicklung wird das Blech im Ätzbad von beiden Seiten bearbeitet. Stellen, die nicht beschichtet sind und auf Vorder- und Rückseite die gleiche Position haben, werden so "durchgeätzt", wie das z.B. bei einem Fenster ist.
Mehrstufiges Ätzen:
Das Verfahren ist eher selten. Es ist möglich, in mehreren Durchgängen weitere Bereiche anzuätzen ohne die vorherigen weiter zu bearbeiten. Dieses Verfahren wende ich für meine Umsetzungen aber nicht an. Aufgrund des Aufwands ist es auch teurer als z.B. das Durchätzen.
Um einen Ätzfilm für das Durchätzen herzustellen, braucht man zwei Filme, einen für die Rückseite, einen für die Vorderseite. Die Positionierung der beiden Filme zueinander wird durch den Positionierrahmen sichergestellt. Hier ein Beispiel eines Ätzfilms:

Dieses Bild zeigt einen Ätzrahmen für die Inneneinrichtung eines Güterwagens. Der Rahmen um die zu ätzenden Teile weist in jeder Ecke eine Positionierungsmarkierung auf, damit beim Belichten die Vorder- und Rückseite des Films exakt aufeinander ausgerichtet werden kann.
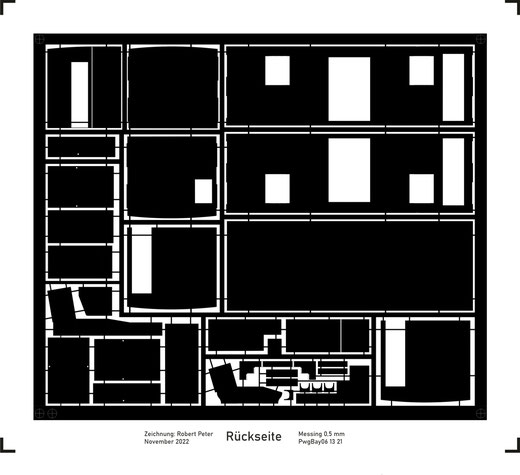
Das Messingblech für diese Teile ist 0,5 mm dick, jede Seite wird im Ätzvorgang an den weißen Stellen angeätzt. Durch die gleichzeitige Ätzung von Vorder- und Rückseite sind einseitig weiße Stellen 0,25 mm eingeätzt. Wenn Vorder- und Rückseite des Films an den gleichen Stellen weiß sind, wird durchgeätzt.
Um zu vermeiden, dass die einzelnen Teile (schwarze Stellen) im Ätzbad verschwinden und einzeln rumschwimmen, muss man die Teile auf dem Film der Rückseite miteinander und mit dem Rahmen außenrum verbinden. Das nebenstehende Bild zeigt die Rückseite des Films.
ACHTUNG!
Um unscharfe Ränder an den Teilen zu vermeiden, muss die belichtete Seite des Films am Blech anliegen. Der rückseitige Film muss daher spiegelverkehrt sein, sonst entstehen durch die Dicke des Films beim Belichten Durchscheinungen und damit unscharfe Kanten.
Anmerkung: Mittlerweile wird die Belichtung in vielen Betrieben per Laser aus den CAD Daten gemacht.
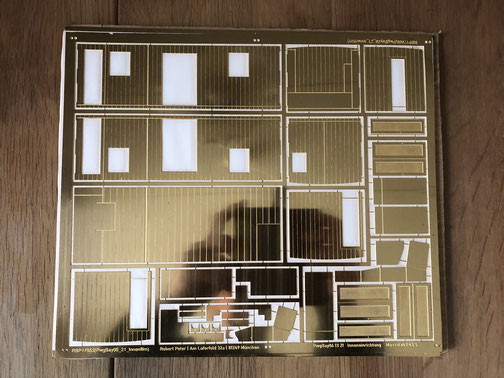
Das nächste Bild zeigt die Vorderseite des fertig geätzten Rahmens:
So, das war's mit dem Schnellkurs "Photochemisches Ätzen". Ich hoffe, ich habe mich verständlich ausgedrückt und ihr wisst nun, wie das mit dem Messing- oder Neusilber-Ätzen funktioniert!
Zum Schluss noch die Zusammenfassung der Vorgehensweise:
- Konstruieren des gewünschten Modells mit Zeichnung der Einzelteile
- Zeichnen der Ätzfilme für Vorder- und Rückseite mit einem 2D Programm, das euer bevorzugter Ätzbetrieb weiter bearbeiten kann (CorelDraw geht eigentlich immer).
ACHTUNG! Hier auf die zur Verfügung stehenden Formate des Lieferanten achten! Bei meinem Lieferanten ist das bei der oberen Größenordnung 320 mm Breite, Höhe egal, das kommt vom Coil)
TIPP: Es ist auch eine Überlegung wert, mehrere Vorhaben in einem Rahmen zusammen umzusetzen, man spart dadurch die Ingeneering-Gebühr ein! - Wer sich unsicher ist: Ausdruck der Teile und Bauversuch mit den Papierteilen (gerade bei Abwicklungen, Knickkanten etc.)
- Einsenden der Datei an den Lieferanten mit Nennung des gewünschten Materials (steht auf der Webseite des Lieferanten), der Blechdicke und der Anzahl der zu fertigenden Ätzrahmen
ACHTUNG! Viele Lieferanten haben Mindestmengen (meiner hat soeben von 6 Rahmen auf 2 Rahmen reduziert). Man muss sich also vorher überlegen, ob es sich rentiert bzw. ob andere vielleicht auch Interesse an den Teilen haben.
- Der Lieferant erzeugt die Filme für den Ätzvorgang (wird als "Ingeneering" berechnet, bei meinem Lieferanten sind das derzeit pauschal 70 Euro) und ätzt den Rahmen
- Versand des Rahmens durch den Lieferanten an euch
- Jetzt kann gelötet werden!

Kommentar schreiben